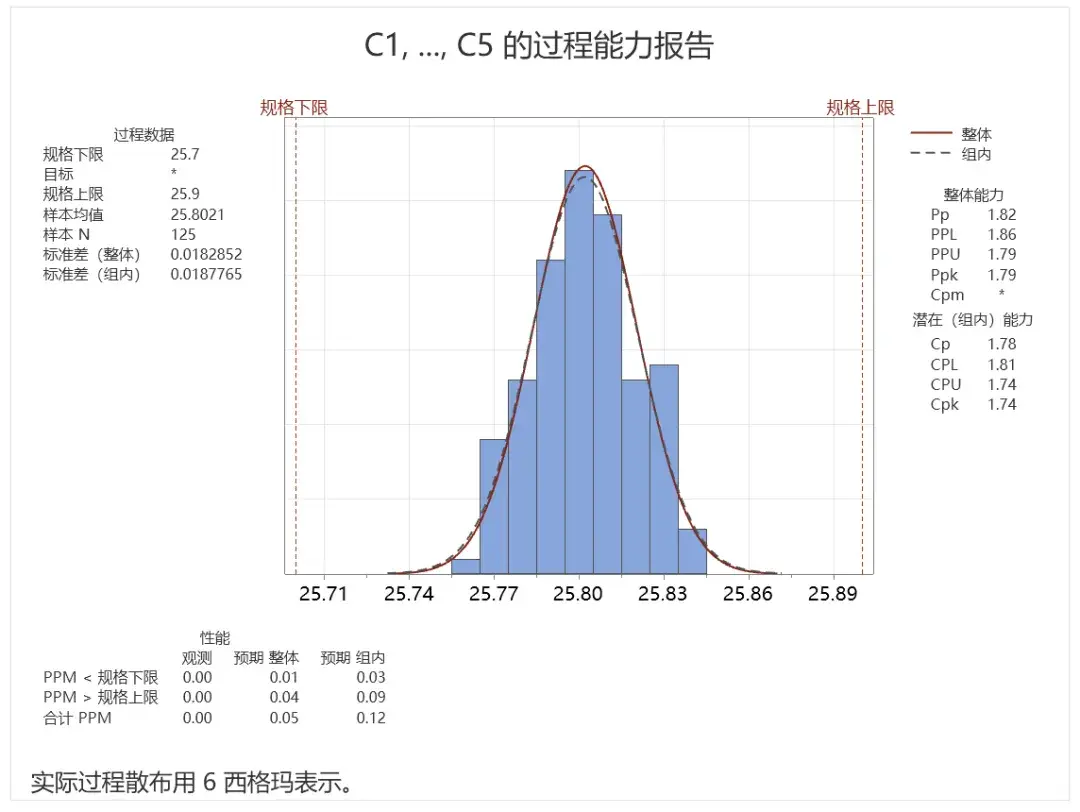
从你提供的过程能力报告来看,**Cpk(过程能力指数)为1.74,Ppk(性能过程能力指数)为1.79**,这两个值都远高于一般工业标准(通常Cpk ≥ 1.33表示过程能力良好,≥ 1.67表示优秀),说明该过程能力非常强,几乎没有产生不合格品的风险。性能表中的PPM(百万分之缺陷)为0或接近0,也印证了这一点。
---
### 🔍 **如何看CPK图(或过程能力报告)?**
虽然报告中没有提供图形,但典型的**过程能力分析图**通常包含以下元素,你可以借此判断过程状态:
1. **直方图与规格限**
- 数据分布应集中在规格上下限(USL/LSL)之间,且偏离目标值(如有)不大。
- 报告中规格限为25.7~25.9,样本均值25.8021几乎居中,说明过程中心对齐良好。
2. **过程能力指数(Cpk/Ppk)**
- **Cpk**(组内能力):反映过程在短期内的潜在能力,假设过程稳定。
- **Ppk**(整体能力):反映实际长期性能,包含组间变异。
- **两者接近**(如本例Cpk=1.74、Ppk=1.79),说明过程稳定,组内与整体变异小。
3. **西格玛水平**
- 报告底部注明“实际过程散布用 6 西格玛表示”,结合Cpk > 1.5,通常对应西格玛水平 > 4.5(即缺陷率极低)。
4. **性能表(PPM)**
- PPM < 规格下限、> 规格上限的数值越低越好。本例中均为0或接近0,表示实际观测中未发现不合格品。
---
### ⚠️ **什么样代表有问题?**
- **Cpk/Ppk < 1.0**:过程能力不足,预计会产生较多不合格品,需立即改进。
- **Cpk/Ppk 在1.0~1.33之间**:过程能力尚可,但存在一定风险,需监控。
- **Cpk与Ppk差异大**:表明过程不稳定,组间变异大(例如特殊原因导致变异)。
- **数据分布偏移或超出规格限**:在直方图中可见数据靠近一侧规格限或超出,即使Cpk较高也可能有风险。
---
### ✅ **本例结论**
你的报告中:
- Cpk = 1.74,Ppk = 1.79 → **过程能力优秀**。
- 均值几乎居中,标准差小(约0.018),PPM ≈ 0 → **过程稳定且受控**。
- **结论:过程没有任何问题,能力充分满足规格要求。**
当然可以。这是一个非常关键的问题——看懂图形能让过程能力分析变得直观。我们以你报告中提到的元素为例,来拆解一张典型的过程能力图(虽然没有图,但我们可以构建出它应有的样子)。
想象这样一张图:横轴是测量值(25.7到25.9之间),中间有一个**直方图**,直方图上叠加着**两条钟形曲线**(一条红色实线,一条黑色虚线),图的两侧有**规格下限(LSL)和规格上限(USL)**的垂直线。
---
### 📊 **三大核心元素解读**
#### 1. **直方图(Histogram)**
* **它是什么**:**蓝色的条形柱**,代表了你**实际测量到的125个数据**的分布情况。
* **它告诉你什么**:
* **过程中心**:柱子的峰值大概在哪里?报告中均值是25.8021,所以峰值应该在25.8附近。
* **过程实际散布**:柱子从左边到右边覆盖了多宽的范围。这直观显示了你的产品尺寸的波动。
* **形状**:是否大致对称?有没有出现奇怪的“双峰”或严重偏斜?这能提示过程是否有异常。
#### 2. **黑色虚线曲线(组内)**
* **它是什么**:这是基于 **“组内标准差”** (0.0187765) 拟合出的**理想正态分布曲线**。它代表了过程**短期内、消除特殊原因后固有的、潜在的波动能力**。
* **为什么叫“潜在”**:它假设过程只存在普通原因变异(如设备轻微振动、原材料微小差异),是过程能达到的“最佳状态”。
* **对应的指数是 `Cp` 和 `Cpk`**(本例中Cpk=1.74)。这条曲线越“高瘦”,说明组内变异越小,`Cp/Cpk`值越高。
#### 3. **红色实线曲线(整体)**
* **它是什么**:这是基于 **“整体标准差”** (0.0182852) 拟合出的**实际正态分布曲线**。它代表了过程**长期表现出的、包含所有变异来源的真实性能**。
* **为什么叫“整体”**:它包含了**组内变异**和**组间变异**(如不同班次、不同设备、不同操作员、长时间漂移带来的差异)。
* **对应的指数是 `Pp` 和 `Ppk`**(本例中Ppk=1.79)。这条曲线反映了客户实际接收到的所有产品的质量分布。
---
### 🔗 **三者之间的关系与如何解读**
**1. 最佳情况(如你的报告所示):**
* **红色实线与黑色虚线几乎完全重合**。这说明过程的“长期整体表现”和“短期潜在能力”几乎没有差别。
* **直方图的形状与两条曲线拟合得很好**,且完美地落在规格上下限(LSL/USL)中间,两侧留有充足空间。
* **这意味着什么**:你的过程非常**稳定且受控**。组间变异(特殊原因)很小,过程始终以其最佳潜力运行。`Cpk`(1.74) 和 `Ppk`(1.79) 数值接近且都很高,印证了这一点。**这是理想状态,代表“没问题”。**
**2. 出现问题的情况:**
* **情况A:红色与黑色曲线分离,红色比黑色更“矮胖”**
* **图形特征**:红色实线(整体)比黑色虚线(组内)更宽、更扁。
- **这意味着什么**:**过程不稳定,存在较大的组间变异**。可能是换班、换料、设备磨损、环境变化等原因导致过程均值发生了偏移或波动加大。
- **数值表现**:`Ppk` 会显著**小于** `Cpk`(例如 Cpk=1.5, Ppk=1.0)。这说明过程有潜力做好,但实际管理没跟上。**有问题,需要识别并消除特殊原因。**
* **情况B:曲线中心偏离规格中心**
- **图形特征**:直方图的峰值或曲线的中心,明显偏向LSL或USL一侧。
- **这意味着什么**:**过程未对准目标值**。即使曲线很“瘦”(变异小),但因为太靠近一边,仍然有超出规格的风险。
- **数值表现**:`Cpk` 或 `Ppk` 会显著**小于**对应的 `Cp` 或 `Pp` 值(因为 `Cpk = min(CPL, CPU)`)。**有问题,需要调整过程均值,使其居中。**
* **情况C:曲线太宽,超出了规格限**
- **图形特征**:无论红黑哪条曲线,其两端的“尾巴”已经碰到了甚至超出了LSL和USL的垂直线。
- **这意味着什么**:**过程变异太大**,即使过程中心对准,也必然会产生不合格品。
- **数值表现**:`Cp`/`Cpk`/`Pp`/`Ppk` 都**小于1.0**。**有严重问题,必须减少过程变异。**
---
### ✅ **总结:看图三步骤**
1. **看位置**:直方图和曲线的中心是否对准规格中心?**(解决对准问题)**
2. **看宽度**:红色和黑色曲线谁更宽?它们是否都远远窄于规格限的宽度?**(解决变异问题)**
3. **看重合度**:红色实线和黑色虚线是基本重合,还是明显分开?**(判断过程稳定性)**
在你的案例中,如果画出图来,你将会看到:**直方图居中,红色与黑色两条高瘦的曲线几乎重叠,并且被稳稳地“框”在规格限之内,两侧留有宽阔的缓冲带。** 这就是一张教科书式的、健康的过程能力图。